L’intégration FMS accroît la productivité
Ce qui caractérise les FMS, c’est leur capacité d’usiner en parallèle sur plusieurs machines un éventail variable de pièces. En règle générale, ces installations disposent de dispositifs de stockage correspondants pour les pièces et les outils de sorte qu’un fonctionnement sans opérateur est possible pendant une période déterminée.
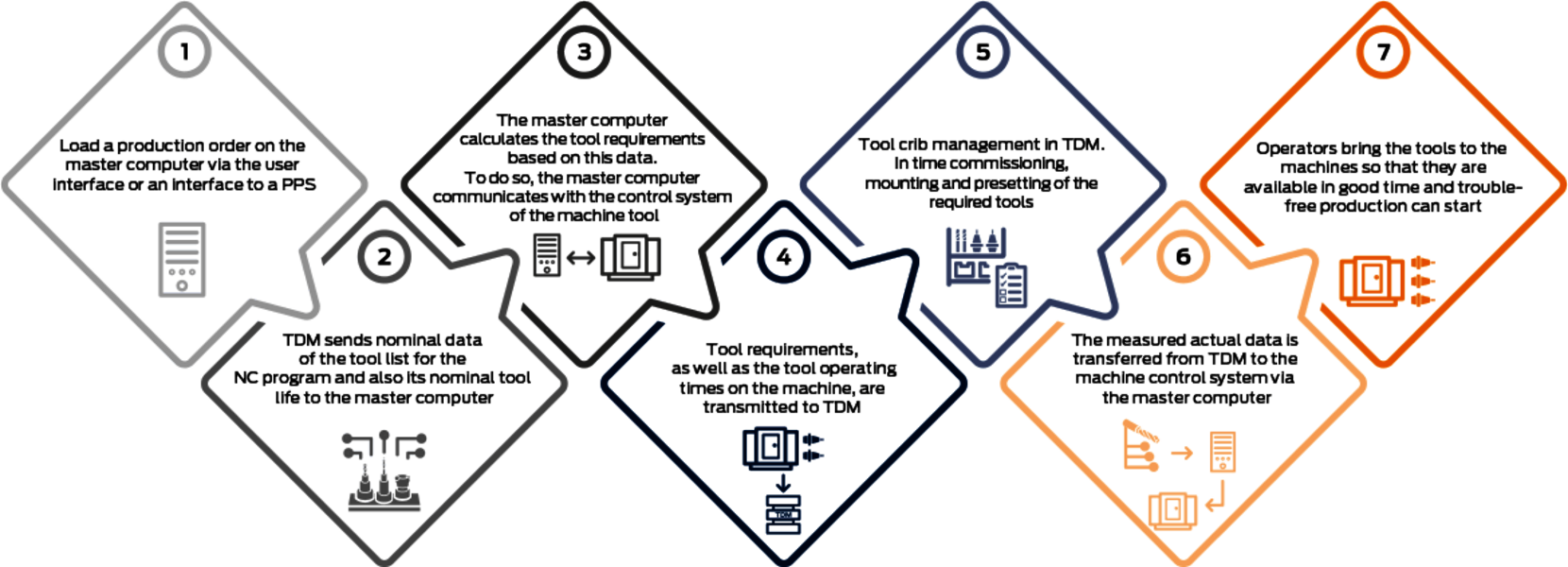
L’acquisition d’une telle installation représente généralement un investissement de taille pour une entreprise. C’est pourquoi la productivité d’ateliers flexibles joue un rôle particulier. Les ressources nécessaires à la fabrication, tels que les programmes CN, les dispositifs de serrage et les outils, doivent être disponibles à temps et en quantité suffisante. Les interfaces entre TDM et les ordinateurs pilotes de ces installations permettent de rendre les besoins en outils transparents. Aussi bien pour ce qui est de la quantité requise qu’en ce qui concerne le moment auquel ce besoin survient. Ceci est notamment valable si toutes les données d’outils sont mémorisées dans une seule base de données TDM centrale à laquelle les ordinateurs pilotes des ateliers flexibles ont accès.
TDM met à la disposition des fabricants les plus connus de systèmes de contrôle industriel pour ateliers flexibles tels que Fastems, Liebherr, Promot, Soflex etc. des interfaces standardisées. Les clients peuvent ainsi utiliser, pour la mise à disposition des outils, des solutions qui sont ensuite entretenues et développées par le fabricant respectif. Une telle intégration englobe en général les opérations suivantes :
Il est judicieux de coder les outils !
Les ateliers flexibles sont souvent les installations de production les plus coûteuses dans l’entreprise. Les utilisateurs essaient par conséquent d’éviter tout ce qui pourrait perturber le processus de production. C’est pourquoi il est judicieux d’investir en outre dans le codage des outils destinés à de telles installations. TDM supporte toutes les variantes existantes, qu’ils s’agisse de porte-outils à codage fixe ou de systèmes de lecture/écriture.
Fastems
Pour assurer la mise à disposition des outils requis, l’ordinateur pilote communique directement avec TDM via une interface XML. Fastems planifie les besoins en outils pour les ordres de fabrication enregistrés et envoie la liste des besoins au logiciel TDM. Les données d’outils sont alors disponibles pour tous les systèmes :
- Les collaborateurs assemblent les outils à un poste de travail TDM.
- Une fois l’assemblage de l’outil effectué et confirmé, l’outil apparaît dans la liste de fabrication et cette dernière s’affiche sur l’appareil de préréglage.
- L’opérateur peut mesurer l’outil.
- Il est également possible d’afficher les outils retirés de la cellule Fastems.
- Avec ces informations, il est possible de désassembler l’outil ou de le stocker en tant qu’outil complet.
- Le cycle d’utilisation de l’outil dans la production est ainsi fermé.
SOFLEX
Il est possible d’établir avec le programme CN les listes d’outils nécessaires sur la base des outils complets se trouvant dans TDM.
- Le système de gestion de la production planifie l’ordre qui est validé par SOFLEX et demande la liste d’outils à TDM.
- L’interface transmet celle-ci à SOFLEX.
- Le système détermine ensuite les outils nécessaires à l’exécution de l’ordre et retransmet ces informations à TDM. Les outils peuvent alors être assemblés, préréglés et mesurés.
- Les données d’outils réelles sont automatiquement acheminées au système de gestion SOFLEX.
- L’exécution de l’ordre démarre dès que les outils se trouvent dans le magasin de la machine.